


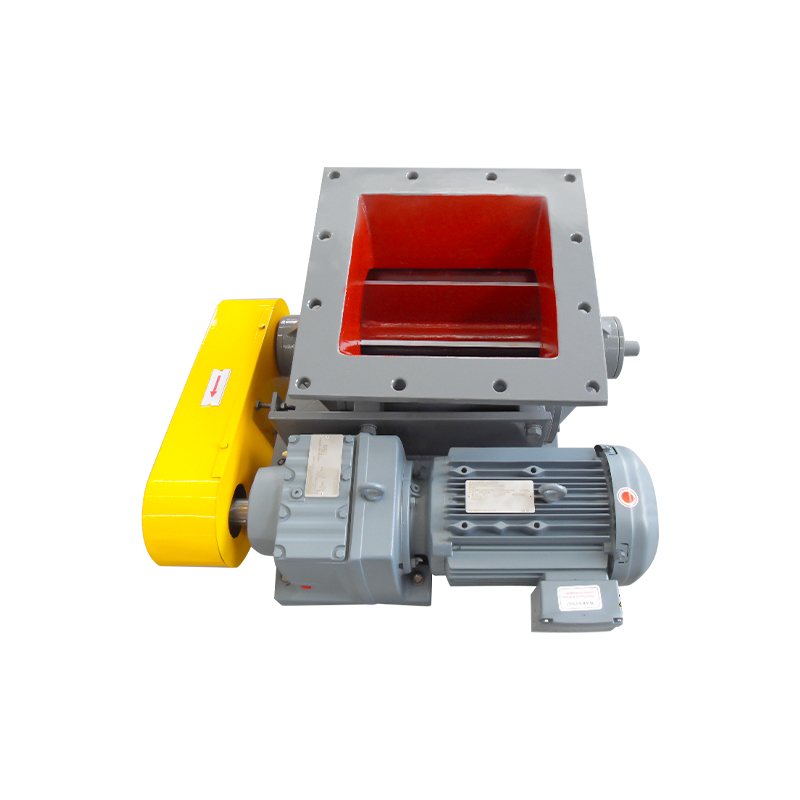
角形ポートロータリー排出バルブは、ロータリーエアロックバルブまたは角形出口構成のロータリーフィーダーとも呼ばれ、異なる圧力ゾーン間のエアシールの完全性を維持しながらバルク固体の流れを制御するように設計されたマテリアルハンドリング機器の特殊なカテゴリーを表します。従来の円形ポート設計とは異なり、正方形ポート構成は、ローターポケットと整列する長方形または正方形の排出開口部を特徴とし、材料の排出効率を最大化し、製品の劣化を最小限に抑えます。この幾何学的利点により、より完全なポケットの排出と材料の滞留の軽減が可能になり、粘着性、凝集性、または壊れやすい材料を扱う場合に特に有益です。
基本的な動作原理には、精密機械加工された本体内に収容されたマルチベーン ローターが含まれており、継続的に回転して入口ホッパーまたは搬送システムから材料を受け入れ、四角いポート出口を通して排出します。各ローターポケットは、異なる圧力のゾーン間の空気漏れを防ぎながら、材料を入口から排出位置まで移動させる隔離されたチャンバーとして機能します。正方形のポート形状により、ローターポケットが排出位置に到達すると、ポケット開口部全体が正方形の出口ポートと正確に位置合わせされ、重力と遠心力の影響下で材料が排出される障害物のない経路が形成されます。
構造材料とクリアランス公差は、性能特性と用途の適合性に重大な影響を与えます。プレミアムユニットは、硬化鋼またはステンレス鋼のローターを備えた鋳鉄または加工鋼製のハウジングを備えていますが、特殊な用途では、特殊合金、耐摩耗性コーティング、または食品グレードのステンレス鋼構造が必要な場合があります。ローターとハウジングのクリアランスは通常、片側あたり 0.003 ~ 0.010 インチの範囲であり、磨耗への適応と熱膨張の要件に対してエア シールの有効性のバランスをとります。クリアランスが狭いと、優れたエアシールが得られますが、摩耗性物質や熱サイクルに対する耐性が低下します。一方、クリアランスが緩いと、要求の厳しい用途での耐久性を高めるためにシール機能が一部犠牲になります。
円形ポート設計に対する四角形ポート構成の利点
正方形のポート排出開口部は、特定のマテリアルハンドリングシナリオ、特に取り扱いが難しい製品を管理する場合に、測定可能なパフォーマンス上の利点をもたらします。主な利点は、正方形の形状がローター ポケットの長方形の形状に厳密に一致し、材料がバルブから排出される際の制限が最小限に抑えられるため、ポケットの排出効率が向上することにあります。この設計特性により、材料が排出開口部を横切って橋が架けたり、ポケットの隅に蓄積したりする傾向が軽減されます。これは、円形の開口部がポケットの端で流れの制限を引き起こす円形ポート構成でよく発生する問題です。
製品の劣化の軽減は、もう 1 つの大きな利点であり、プラスチック ペレット、食品、結晶性化学薬品などの壊れやすい材料を扱う場合に特に重要です。丸型ポートバルブはピンチポイントを作成し、そこで材料が円形の開口部を圧縮して絞り出す必要があり、粒子を破壊したり、微粉を生成したり、製品構造に損傷を与えたりする可能性のあるせん断力が発生します。四角いポートはこの圧縮ゾーンを排除し、材料が寸法の制限を受けることなくローターポケットから自由に流れることを可能にし、排出プロセス全体を通して製品の完全性を保ちます。
- バルブ表面に付着する傾向があり、制限された開口部からの完全な排出に抵抗する粘着性または粘着性の材料の流動特性を強化します。
- 材料排出時の抵抗の減少による消費電力の削減。特に、毎時数百ポンドまたは数千ポンドを処理する大容量アプリケーションで顕著です。
- ポケットを完全に排気することで、キャリーオーバーや残留物質を最小限に抑えながら一貫した定量供給を保証する計量アプリケーションの精度が向上します。
- より大きくアクセスしやすい排出開口部により、清掃とメンテナンスへのアクセスが簡素化され、堆積した物質や異物の検査と除去が容易になります。
主な産業用途とユースケース
空気圧搬送システムは、材料が大気圧と正圧または負圧の搬送ラインの間を移動する必要がある重要な移送ポイントに、角型ポート回転排出バルブを広範囲に配備しています。希薄相空気圧システムでは、これらのバルブは材料を高速の空気流に送り込みながら、上流の貯蔵容器またはプロセス装置への搬送空気の逆流を防ぎます。角型ポート設計の優れたシール特性と完全なポケット排気により、一貫した供給速度と信頼性の高いシステム性能が保証されます。これは、材料供給が不規則で搬送ラインの詰まりや製品品質の変動を引き起こす用途では特に重要です。
食品加工施設では、穏やかな処理と最小限の破損を必要とするデリケートな製品の取り扱いに角型ポートロータリーバルブを使用しています。用途には、小麦粉、砂糖、ココアパウダー、コーヒー豆、朝食用シリアル、スナック食品、ペットフード原料を包装ライン、混合システム、または調理プロセスに供給することが含まれます。研磨ステンレス鋼構造、FDA 承認の材料、洗浄のための簡単な分解を備えた衛生設計のバリエーションは、厳しい食品安全規制に準拠しており、四角いポートの形状により、取り扱い作業全体を通して製品の外観と質感が維持されます。
化学薬品および医薬品の製造作業は、有効成分、賦形剤、最終製品を正確に計量し、汚染なく取り扱うために、角型ポート回転排出バルブに依存しています。これらの用途では、正確な流量制御、完全な材料封じ込め、腐食性または反応性物質との適合性が求められます。正方形のポート構成は、一貫した容量供給を提供し、完全なポケット排気による相互汚染を最小限に抑え、極度の耐薬品性を実現するハステロイ、チタン、または PTFE で裏打ちされたコンポーネントなどの特殊な構造材料に対応することにより、これらの役割に優れています。
材料の特性と互換性に関する考慮事項
バルブを適切に選択するには、材料特性とバルブ設計の特徴との相互作用を注意深く評価する必要があります。粒度分布はローターのポケットのサイズとクリアランスの要件に大きく影響し、微粉末の場合は漏れを防ぐためにより厳しいクリアランスが必要ですが、粗い粒子は過剰な空気のバイパスがなくても大きなクリアランスを許容します。角形ポートバルブは、無制限の排出開口部が大きな粒子の架橋を防ぎながら、微粒子を劣化させることなく効果的に処理できるため、円形ポート設計よりも幅広い粒子サイズ範囲に対応します。
かさ密度と流動性の特性により、適切なローター速度とポケット容積の選択が決まります。かさ密度が 50 ポンド/立方フィート未満の自由流動材料は、ポケット容積が小さくても高い回転速度 (30 ~ 40 RPM) で効果的に動作しますが、高密度または遅い材料 (かさ密度が 70 ポンド/立方フィートを超える) は、完全な充填と排出を確実にするために低速 (10 ~ 20 RPM) と大きなポケットの恩恵を受けます。四角いポートの形状は、ローターポケットからの重力の流れを妨げる可能性のある排出制限を排除することで、流れにくい材料に特にメリットをもたらします。
| 材料特性 | 角型ポートバルブの検討 | 設計の適応 |
| 研磨材 | ローターチップとハウジングの摩耗が促進される | 硬化表面、交換可能な摩耗部品 |
| 粘着性/凝集性 | ポケットやポートに物質が蓄積する | 研磨面、パージエアオプション |
| 壊れやすい製品 | 放電時の粒子破壊 | 先端速度の低下、オープンポケット設計 |
| 高温 | 熱膨張はクリアランスに影響します | 特殊合金、水冷ジャケット |
| 吸湿性 | 吸湿すると固着が発生する | 密閉構造、パージガス注入 |
| 爆発性の粉塵 | 摩擦/静電気による発火の危険性 | 防爆モーター、接地 |
サイジングと容量の決定方法
適切なバルブ サイズにより、スループット要件とマテリアル ハンドリングの特性およびシステムの制約のバランスがとれます。容量の計算は、必要な体積流量または質量流量を決定することから始まり、次に逆算して適切なローター寸法と動作速度を確立します。基本的なサイジング方程式は、目標容量を達成するためのポケットの体積、ポケットの数、回転速度、充填効率に関係します。角型ポートバルブは通常、材料の流動性に応じて 60% ~ 85% の充填効率を達成します。自由流動材料は上限に近づき、粘着性材料は下端に向かって下がります。
ローター直径の選択は、容量と空気漏れ特性の両方に影響を与えます。ローター直径が大きいほど、ポケット容積が大きくなり、より高い容量の可能性が得られますが、シール周囲が長くなり、空気のバイパスが増加する可能性があります。一般的なローター直径は、小規模計量アプリケーション向けの 6 インチから、大量のバルク処理向けの 24 インチ以上までの範囲に及び、8 インチ、10 インチ、および 12 インチのサイズが一般的な汎用オプションを代表しています。四角いポートの出口寸法は通常、無制限の排出を保証するためにローターの直径と一致するかわずかに超えていますが、一部の設計では下流の機器の要件に基づいてポートのサイズを最適化します。
速度とポケット構成の最適化
回転速度の選択には、容量、製品の劣化、空気漏れ、摩耗率の間のトレードオフが含まれます。速度が高くなるとスループット能力が向上しますが、遠心力も増大し、脆弱な材料に損傷を与えたり、部品の磨耗を加速したり、シールゾーンでの滞留時間が短縮されることでエアシールの有効性が損なわれる可能性があります。ほとんどの角型ポート回転吐出バルブは 15 ~ 35 RPM で動作し、可変周波数ドライブにより速度調整を可能にして容量を微調整したり、機械的な変更をせずにさまざまな材料に対応したりできます。
ポケットの構成には、羽根の数 (通常は 6、8、または 10) と各ポケットの深さまたは容積の両方が含まれます。ポケットが増えると、所定の容量に必要な個々のポケットの体積が減り、バルブ全体のサイズを小さくできる可能性がありますが、製造の複雑さが増し、空気漏れが発生する可能性のあるシール界面が増加します。ポケットが深くなると、より大きな粒子サイズに対応し、特定のローター直径に対する能力が向上しますが、粘着性物質の完全な排出が損なわれる可能性があります。正方形のポート設計は、ポケットの除去を助ける無制限の排出形状により、この懸念を部分的に軽減します。
インストールのベスト プラクティスとシステム統合
適切な設置は、機器の静的重量に加え、材料の流れ、振動、熱膨張による動的負荷に耐えられる適切な構造サポートから始まります。角型ポートロータリーバルブは、沈下やたわみによる位置ずれを防ぐ、堅固な基礎または鋼構造フレームワークに取り付ける必要があります。取り付け方向は通常、材料が上から入る状態でバルブを垂直に配置しますが、特定の用途では、ポケットの完全な充填と排出を確実にするために適切な設計変更を行うことで、水平または傾斜した取り付けも可能です。
入口接続の設計は、供給の一貫性とバルブの性能に大きく影響します。入口ホッパーまたはシュートは、一貫したポケット充填を確保するために、バルブ入口上に少なくとも 6 ~ 12 インチの材料ヘッド圧力を提供し、ホッパー出口寸法がバルブ入口開口部と一致するかわずかに超えるようにする必要があります。マスフローホッパーの設計は、安定した材料供給を維持しながらブリッジングやラホールを防ぎ、特に粘着性または不規則な形状の材料の場合に重要です。入口移行部の形状は、バルブ入口全体に乱流や不均一な材料分布を引き起こす鋭角や流量制限を避ける必要があります。
排出接続は、下流の機器への材料のスムーズな移行を提供しながら、正方形のポート形状に対応する必要があります。バルブ出口と下流の剛性配管の間の柔軟な接続または伸縮継手は、熱膨張、振動、または機器の沈下による応力伝達を防ぎます。空気圧搬送用途の場合、吐出構成は空気の乱流を最小限に抑え、搬送ラインへの一貫した材料の加速を維持する必要があります。これは、多くの場合、慎重に設計されたベンチュリ セクションまたは四角いポート出口のすぐ下流に配置されたインジェクター ノズルによって実現されます。
メンテナンス要件と耐用年数の最適化
定期メンテナンス プログラム 角ポートロータリー吐出弁 重要なクリアランスを維持し、材料の蓄積を防ぎ、摩耗の進行を監視することに重点を置きます。毎週または毎月の検査間隔には、アクセス可能なコンポーネントの目視検査、ベアリングの問題やローター接触を示す異常なノイズの有無の確認、摩擦や材料負荷の増加を示唆する変化がないか駆動モーターの電流引き込みを監視することが含まれます。ベアリングの潤滑はメーカーのスケジュールに従って行われ、通常はベアリングの種類、負荷条件、環境要因に応じて 500 ~ 2000 の運転時間ごとにグリースを補給する必要があります。
ローターとハウジングのクリアランスの監視は、最も重要な予知保全タスクです。クリアランスが過剰になると空気漏れが発生し、システムの性能が損なわれる一方、クリアランスが不十分な場合はローターとハウジングの接触や致命的な故障が発生するためです。クリアランスの測定には隙間ゲージや特殊な測定ツールを使用して定期的にバルブを分解する必要があり、クリアランスが元の仕様の 200 ~ 300% を超えた場合には、摩耗したコンポーネントの交換が推奨されます。四角いポート構成により、ローターの状態や摩耗パターンへの優れた視覚的アクセスを提供する大きな排出開口部を通じてこの検査プロセスが容易になります。
- 材料の磨耗度と稼働時間に基づいて、ローターチップまたはベーンをあらかじめ決められた間隔で計画的に交換することで、予期せぬ故障を防ぎながらバルブ全体の耐用年数を延長します。
- 定期的なクリーニングは、適切な動作を妨げる物質の蓄積を除去します。これは、アイドル期間中に蓄積する粘着性または吸湿性の物質の場合に特に重要です。
- シャフトシールの検査と交換により、材料の特性と環境条件に基づいてシールを選択し、ドライブシャフトに沿った材料の漏れやベアリングハウジングの汚染を防ぎます。
- ベルトの張力調整、カップリングの調整、モーターのベアリングのメンテナンスなどの駆動システムのメンテナンスにより、信頼性の高い動力伝達が保証され、振動関連の問題が防止されます。
一般的な運用上の問題のトラブルシューティング
材料の流れが一貫していない、または減少している場合は、多くの場合、ポケット充填の問題、排出制限、または摩耗関連のクリアランスの問題を示しています。体系的なトラブルシューティングは、バルブ入口への材料供給が適切であることを確認し、上流のホッパーでのブリッジやラホールを確認し、処理される材料に適した入口ホッパーの設計を確認することから始まります。供給の問題が解決された場合、内部検査により、ローター表面への物質の蓄積、ポケットの摩耗により有効容積が減少していること、またはポケットの完全な形成を妨げているベーンの損傷が明らかになる可能性があります。
バルブからの過度の空気漏れは、システム圧力の維持の困難、空気輸送ラインの速度の増加、または密閉容器内のプロセス条件の低下として現れます。根本原因には、磨耗によるローターとハウジングの過剰なクリアランス、ローターコンポーネントの損傷または変形、熱膨張による一時的なクリアランスの増加、不適切な組み立てによる合わせ面に隙間が残っていることが含まれます。四角いポートの設計は、円形のポート構成と比較して一部の漏れ経路を最小限に抑えますが、漏れが許容限度を超えた場合には、体系的なクリアランスの検証とコンポーネントの交換が引き続き必要です。
ロータリーバルブに起因する製品の劣化や品質の問題は、過剰なチップ速度によるせん断力の発生、ロータとハウジングの接触による金属摩耗粒子による汚染、またはポケット内での材料の滞留時間が熱や化学反応による劣化を引き起こす可能性があります。解決策には、回転速度を下げて遠心力とせん断速度を下げること、接触を防ぐために適切なクリアランスを復元すること、または温度に敏感な材料用の冷却システムを導入することなどが含まれます。排出制限を最小限に抑えるという正方形のポート形状の固有の利点は、製品の品質を維持するのに役立ちますが、適切な動作パラメータは引き続き不可欠です。
高度な機能とテクノロジーの強化
最新の角ポート回転吐出バルブには、性能、信頼性、自動化システムとの統合を強化する高度な機能が組み込まれています。可変周波数ドライブにより、機械的な変更を必要とせずに正確な流量調整のための正確な速度制御が可能になり、さまざまなスループット要件を持つ複数製品の設備やプロセスをサポートします。統合センサーによるリモート監視機能は、回転速度、駆動モーター電流、ベアリング温度、振動レベルなどの動作パラメータを追跡し、データを中央制御システムに送信して、リアルタイムのパフォーマンス監視と予知保全のスケジューリングを実現します。
パージエア噴射システムは、排出位置の直前にローターポケットに低圧空気を導入し、材料の排出を助け、堆積を防止することで、粘着性または凝集性材料の問題に対処します。これらのシステムでは、上流の装置に背圧が加わったり、材料の流れのパターンが乱されたりするのを避けるために、慎重な圧力調整が必要です。加熱または冷却ジャケット オプションは、プロセス要件に応じて加熱流体、冷却水、または直接蒸気噴射に対応するジャケット付きモデルにより、熱変動に敏感な材料に最適な温度条件を維持します。
防爆および防塵着火設計は、穀物加工、化学製造、プラスチック生産などの業界で可燃性粉塵を扱うための厳しい安全要件を満たしています。これらの特殊なバルブには、非火花材料、静電気の蓄積を防ぐ接地コンポーネント、防爆モーター エンクロージャ、接続された機器に伝播することなく内部爆発を安全に排気する圧力逃がし設備が組み込まれています。 ATEX、IECEx、または NFPA 規格の認証により、地域の安全規制への準拠が保証され、また、正方形のポート形状のせん断特性の低減により、より制限的な放電構成と比較して発火リスクが低減されます。





