


ロータリー エアロックまたはロータリー フィーダーとも呼ばれるロータリー バルブは、さまざまな業界のマテリアル ハンドリング システムで広く使用されている重要な機械装置です。これらの特殊なコンポーネントは、計量装置とエアロック システムの両方として二重の機能を果たし、異なる処理ゾーン間の圧力差を維持しながらバルク材料の流れを制御します。食品加工工場や医薬品製造から化学生産や発電施設に至るまで、ロータリーバルブは空気搬送システム、集塵ネットワーク、重力供給用途での正確な材料移送を可能にします。ロータリー バルブの基本的な動作原理、さまざまな設計タイプ、および特定の用途 (特に大型構成) を理解することは、マテリアル ハンドリング作業の最適化を担当するエンジニア、工場管理者、およびメンテナンス専門家にとって非常に重要です。
ロータリーバルブの基本的な動作原理
ロータリー バルブの動作原理は、円筒形または特殊な形状のケーシング内に収容されたマルチベーン ローターを中心としています。ローターが回転すると、隣接するベーンの間に形成された個々のポケットが、バルブ ハウジングの上部に位置する入口開口部から材料を受け取ります。この回転により、この材料は円弧を通って底部の排出開口部に到達し、そこで製品が下流の装置または搬送システムに排出されます。この連続回転により、充填と排出の連続サイクルが形成され、安定した材料の流れが維持されます。一方、ローター本体自体が入口接続と出口接続の間の直接の空気の通過を防ぐ物理的障壁として機能します。
エアロック機能は、ローターコンポーネントとハウジングの間で維持される厳密な公差によって実現されます。トランスファーサイクルを通じて各ポケットが回転すると、ローター先端がハウジング内部に対して滑りシールを形成し、ローター端が固定エンドプレートに対してシールを形成します。これらのクリアランスは通常 1,000 分の 1 インチで測定され、ある程度の空気漏れは許容しますが、空気圧搬送システムや集塵システムに必要な圧力差を維持するのに十分な制限を提供します。このシールの有効性は、製造精度、材料の選択、およびバルブの動作寿命全体にわたるクリアランスの適切な維持に依存します。
マテリアルフローメカニクス
材料はオーバーヘッドホッパーまたはビンから重力流の下でロータリーバルブに入り、入口開口部の下を通過するときにローターポケットを満たします。各ポケットが収容できる材料の体積は、ポケットの形状、ローターの直径、ローターの幅によって異なります。回転が続くと、充填されたポケットは排出位置に到達するまで入口と出口の両方から密閉されたまま、入口ゾーンから遠ざかります。排出時には、ポケットが出口接続部に開き、重力または搬送空気の補助によって材料が排出されます。ローター速度を調整することで吐出量を正確に制御できるため、ロータリーバルブは安定した供給量が必要なプロセスにとって効果的な計量装置となります。
ロータリーバルブの主な設計タイプ
ロータリー バルブは、いくつかの異なる設計構成で製造されており、それぞれが特定の材料特性、動作条件、および性能要件に合わせて最適化されています。クローズドエンドローターの設計は、ポケットエンドを完全にシールするソリッドエンドディスクを備えており、材料と空気が軸方向に逃げるのを防ぎます。この構成は優れたエアロック性能を提供し、微粉末、空気圧搬送用途、および空気漏れを最小限に抑える必要がある状況に適しています。また、内包されたポケット形状により、材料が軸受領域に侵入するのを防ぎ、汚染のリスクを軽減し、粉塵の多い環境での軸受の寿命を延ばします。
オープンエンドローター設計ではエンドディスクが排除され、材料がハウジングのエンドプレートに直接接触できるようになります。この構成では、クローズドエンドローターに比べてエアシールの効果は劣りますが、自由流動性の粒状材料に対しては、端部の制限がなくより容易に排出できるという利点があります。オープンエンドローターは洗浄やメンテナンスのアクセスも簡素化するため、頻繁な衛生管理が必要な食品加工や製薬用途で人気があります。ポケットの制限を減らすことで、流動特性の悪い材料のブリッジングを防ぐことができますが、エアロックの有効性が犠牲になり、エンドプレートのクリアランスを越えて材料が漏れる可能性が生じます。
ポケット構成のバリエーション
ローターポケットの形状は、さまざまな材質のバルブの性能に大きく影響します。湾曲したベーンプロファイルを特徴とするラウンドポケットローターは、製品の劣化を最小限に抑えながらスムーズな材料ハンドリングを実現し、シリアルフレークや医薬品錠剤などの壊れやすい材料に適しています。正方形のポケット設計は、特定のローター直径の体積容量を最大化し、粘着性または粘着性の材料の移動に役立つ正の変位を提供しながらスループットを向上させます。ベベルポケットローターには、排出を促進し、材料のハングアップを軽減する角度の付いたベーンエッジが組み込まれており、ブリッジしやすい材料や不規則な粒子形状の材料を扱う場合に特に有益です。
| ローターの種類 | ベストアプリケーション | 主な利点 | 制限事項 |
| クローズエンドラウンドポケット | 微粉体、空気圧システム | 優れたエアロック性能 | 中程度の容量 |
| オープンエンドスクエアポケット | 粒状材料、大容量 | 最大スループット | 空気漏れが多くなる |
| 調整可能なブレード | 多様な材料、柔軟なサービス | すきま調整機能 | 機械的な複雑さ |
| ドロップスルー | 壊れやすい製品、丁寧な取り扱い | 製品へのダメージが最小限 | エアロックのパフォーマンスが悪い |
大型ロータリーバルブの特徴と用途
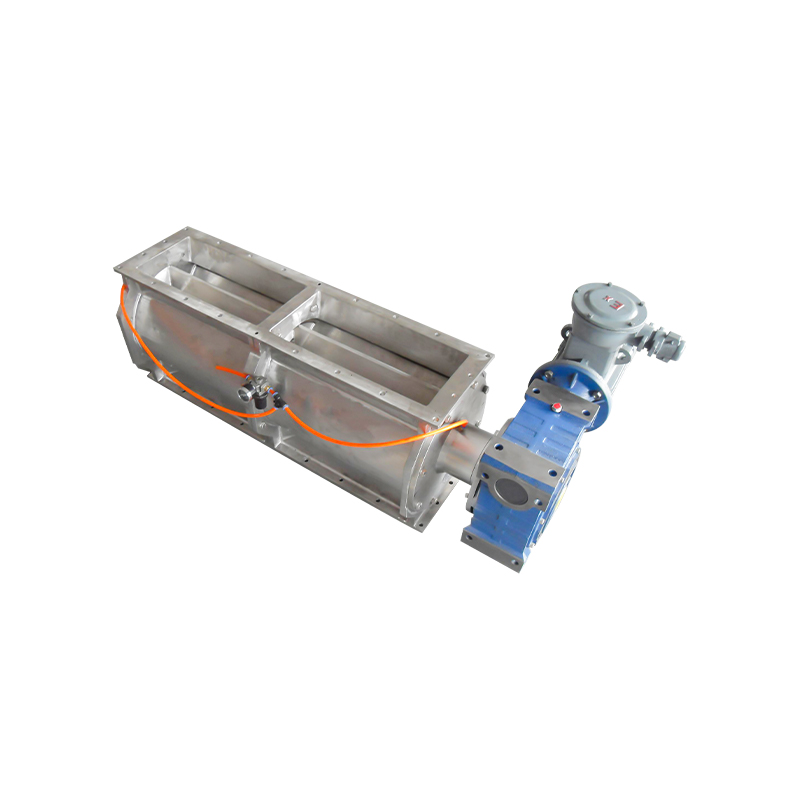
大型ロータリー バルブは、通常、ローター直径が 18 インチ (450 mm) を超えるユニットとして定義され、大容量の工業プロセスにおけるマテリアル ハンドリングの要件に対応します。これらの充実したユニットは、材料の特性、ローターの寸法、動作速度に応じて、1 時間あたり数十トンから数百トンの処理量を達成できます。一般的な用途には、発電施設での石炭の取り扱い、農業作業での穀物の処理、プラスチック製造でのポリマーペレットの搬送、およびプロセス制御を維持しながら大量の材料を確実に移送する必要があるバルク化学処理が含まれます。
大型ロータリーバルブのエンジニアリング上の課題は、小型ユニットとは大きく異なります。ローターの直径が大きくなると、中程度の回転速度でも周速が速くなり、過度の摩耗率や材料の劣化を引き起こす可能性があります。ベアリングの負荷はローターのサイズと重量に応じて大幅に増加するため、ローターとハウジングの接触を引き起こす可能性のあるたわみを防ぐために、頑丈なベアリング システムと堅牢なシャフト設計が必要です。駆動システムは、正確な計量のための正確な速度制御を維持しながら、材料の抵抗と摩擦力を克服するために適切なトルクを提供する必要があります。大型のバルブでは熱膨張の影響がより顕著になるため、効果的なシールを維持しながら温度変化時の固着を防ぐために慎重なクリアランス管理が必要になります。
大型バルブの構造上の考慮事項
大型のロータリー バルブには、その重量と動作中に発生する力に対応するための十分な構造サポートが必要です。ハウジングの製造では通常、鋳物ではなく厚肉鋼板構造が採用され、必要な強度を提供しながらカスタム サイズ設定が可能です。補強リブと構造部材は、内圧や接続ダクトからの外部負荷によるハウジングの歪みを防ぎます。取り付け配置では、最大のユニットでは数千ポンドを超える可能性があるバルブの重量を、バルブのアライメントや性能に影響を与える可能性のあるたわみなくこれらの荷重をサポートできる施設構造に分散する必要があります。
特殊ロータリーバルブのバリエーション
標準構成を超えて、特殊なロータリーバルブ設計により、アプリケーション固有の課題に対処します。ブロースルーロータリーバルブには空気注入ポートが組み込まれており、ローターポケットが排出位置に近づくと空気輸送空気をローターポケットに直接導入し、材料を下流の輸送ラインに加速させます。この設計により、高密度相搬送システムでの材料のピックアップが向上し、材料を加圧搬送ラインに押し込むために必要なローター出力が削減されます。ただし、空気注入によりシステム全体の空気消費量が増加するため、空気にさらされやすい材料や発塵を最小限に抑える必要がある用途には適さない場合があります。
ドロップスルーまたは低せん断ロータリーバルブは、拡大されたクリアランスと簡素化されたローター形状を特徴とし、バルブを通過する材料にかかる機械的力を最小限に抑えます。これらの設計は、製品の完全性を維持するためにエアロックの性能を犠牲にしており、粒子の破損を最小限に抑える必要がある朝食用シリアル、増量スナック食品、またはデリケートな医薬品などの壊れやすい素材に最適です。シール効果が低下するため、低圧用途や多少の空気漏れが許容される状況での使用が制限されます。ダブルダンプまたはセグメント化された排出バルブは、個々のポケットが両方のゾーンに同時にさらされた場合でも、入口と出口の間の直接の空気の通過を防ぐ中間シールチャンバーを組み込むことにより、エアロック性能を強化します。
構造材料とコンポーネントの選択
ロータリー バルブのコンポーネントは、取り扱う製品および動作環境に適合する材料で構築する必要があります。炭素鋼構造は、適度な温度で非腐食性材料を扱うほとんどの産業用途に適しており、経済的なコストで適切な強度と耐摩耗性を提供します。ステンレス鋼構造(通常はタイプ 304 または 316)は、耐食性や製品の純度が必要な食品、医薬品、化学用途には必須です。ステンレス構造により、衛生規制や頻繁な製品交換の対象となる用途でも洗浄と衛生管理が容易になります。
研磨材には、許容可能な耐用年数を達成するために特殊な耐摩耗性コンポーネントが必要です。ローターチップは工具鋼から製造され、ロックウェル C 60 まで硬化されているか、ステライト、タングステンカーバイド、またはセラミック材料の交換可能な摩耗ストリップが取り付けられています。ハウジングの摩耗領域は耐摩耗性材料の交換可能なライナーで保護できるため、摩耗が発生した場合にハウジング全体を交換するのではなく経済的に改修できます。極度の摩耗サービスの場合、大幅なコスト割増にもかかわらず、硬化材料または特殊合金から完全なバルブを構築することが正当化される場合があります。高温用途では、耐熱合金や熱膨張に対応する特殊なシール構造など、高温でも強度と寸法安定性を維持する材料が必要です。
駆動システムと速度制御
ロータリーバルブ駆動システムは、正確な材料計量のための正確な速度制御を可能にしながら、信頼性の高い動力伝達を提供する必要があります。ダイレクトドライブ構成では、フレキシブルカップリングを介してモーターシャフトをバルブシャフトに直接結合するため、設置が簡単でコンパクトですが、モーター速度の変動に対する速度調整オプションが制限されます。チェーンまたはベルトドライブシステムは、スプロケットまたはシーブを通じて減速し、標準的なモーター速度でバルブを適切な回転速度で駆動できるようにします。これらの間接ドライブは、ローターの詰まりが発生した場合のバルブの損傷を防ぐ、滑りまたはシャーピン機構による過負荷保護も提供します。
可変周波数ドライブ (VFD) はロータリーバルブ速度制御の標準となっており、プロセスの要求に合わせて送り速度を正確に調整できるようになりました。 VFD システムは、プロセス自動化システムを介したリモート速度制御を可能にし、動的な送り速度調整を必要とする高度なマテリアル ハンドリング ネットワークへの統合をサポートします。電子モーター制御は、起動時の機械的ストレスを軽減するソフトスタートも提供し、材料の流れの問題やコンポーネントの摩耗を示すローター負荷の変化を検出できるトルク監視を可能にします。重要なアプリケーションでは、冗長ドライブ システムまたはクイックチェンジ ドライブ コンポーネントにより、ドライブ システム障害が発生した場合のダウンタイムを最小限に抑えます。
シーリングシステムとエアロックの性能
エアロックとしてのロータリーバルブの有効性は、シーリングシステムの設計とメンテナンスに大きく依存します。ローターチップシールは、バルブの入口と出口の間の空気の通過を防ぐ主な障壁を形成します。これらのシールは、金属ローター上の一体の機械加工面、ローターブレードに取り付けられた交換可能なエラストマーまたは複合材のストリップ、または摩耗を補償するために締め付けることができる調整可能なメカニカルシールなどです。シールの設計では、磨耗率と電力消費に対するエアロックの有効性のバランスを取る必要があります。シールがしっかりすると空気漏れは減少しますが、摩擦、発熱、コンポーネントの磨耗が増加します。
エンドプレートのシールにより、ローター端とハウジングエンドカバーの間の軸方向の空気漏れが防止されます。静的ガスケットはハウジングとエンドプレートの間の接合部をシールしますが、回転ローターの端と固定のエンドプレートの間の動的クリアランスは、過度の摩擦や結合を生じさせずに最小限に抑える必要があります。一部の設計には、摩耗や熱膨張を補償するために位置を変更できる調整可能なエンドプレートが組み込まれており、バルブの耐用年数全体を通じて最適なクリアランスを維持します。シャフト シールは、圧力、温度、清浄度の要件に応じてリップ シール、メカニカル シール、またはパッキン グランドを組み合わせて使用し、ドライブ シャフトがハウジングを貫通する箇所での空気と材料の漏れを防ぎます。
メンテナンス要件と耐用年数
適切なメンテナンスは、許容可能なロータリーバルブの耐用年数と性能を達成するために不可欠です。定期的な検査プログラムでは、ローター先端のクリアランス、ベアリングの状態、シールの完全性を監視して、動作上の問題や致命的な故障が発生する前に摩耗を検出する必要があります。メーカーの仕様に従ったベアリング潤滑によりベアリングの早期故障が防止され、定期的なアライメントチェックによりローターが過度の振れを生じずにハウジング内の中心に保たれることが保証されます。取り付けボルト、カップリングコンポーネント、および駆動システム要素の検査は、動作の厳しさと重要度に応じた適切なメンテナンススケジュールに従って実行する必要があります。
- 研磨サービスでは毎月、中程度のサービスでは四半期に一度、ローターチップのクリアランスを監視します
- ベアリングの温度、振動、騒音を検査し、問題が発生していることを示します
- ドライブベルトやチェーンの張力や摩耗を点検し、故障が発生する前に交換してください。
- モーターの電流引き込みを確認して、ローターの抵抗またはベアリングの問題を示す増加を検出します
- シャットダウン中に内部表面を清掃し、パフォーマンスに影響を与える物質の蓄積を防ぎます
- 摩耗率を文書化してコンポーネントの交換時期を予測し、スペアパーツの在庫を最適化します。
アプリケーションの選択基準
適切なロータリーバルブ構成を選択するには、材料特性、システム要件、動作条件を総合的に評価する必要があります。粒度分布、嵩密度、流動性、摩耗性、温度、含水率などの材料特性はすべて、最適なバルブ設計に影響を与えます。低嵩密度の自由流動材料は、大きなポケットを備えたオープンエンドローターに適していますが、粘着性または粘着性の材料には、容積特性を備えたクローズエンド設計が必要な場合があります。研磨材を使用するには、硬化したコンポーネントが必要となり、磨耗率を最小限に抑えるために低速で動作する大型のバルブが必要になる可能性があります。
システムの差圧は、必要なエアロック性能を決定し、ローター設計の選択に影響します。差圧 5 psi 未満の低圧用途では、よりシンプルで経済的なバルブ構成が可能ですが、高圧では強化されたシーリング配置と堅牢な構造が必要です。必要な処理能力によって、ローターの最小寸法と動作速度が決まりますが、材料の量を増やすには、より大きなローターまたはより高い速度が必要になります。利用可能なスペース、取り付け方向、メンテナンス時のアクセスのしやすさなどの設置上の制約により、同等の性能を持つ代替品よりも特定のバルブ タイプが優先される場合があります。
マテリアルハンドリングシステムとの統合
ロータリーバルブの動作が成功するかどうかは、より広範なマテリアルハンドリングシステム内での適切な統合にかかっています。上流の機器は、適切に設計されたホッパーを使用して、不規則な供給を引き起こす可能性のあるブリッジやガタつきを防止して、バルブ入口に一貫した材料の流れを提供する必要があります。ホッパー出口の寸法は、ポケットを完全に充填するためにバルブ入口のサイズと一致するかわずかに超える必要がありますが、重力の流れを促進するためにホッパーの角度は材料の安息角を超える必要があります。バルブハウジングのベント接続により、充填ポケットからの空気の移動と排出ポケットへの空気の流入が可能になり、材料の流れに影響を与える可能性のある圧力の上昇や真空の形成を防ぎます。
下流の機器は、ロータリーバルブの材料排出特性に対応する必要があります。ホッパーまたは容器への重力排出の場合、バルブ出口の下に十分な隙間があるため、ローターを詰まらせる可能性のある材料のバックアップを防ぎます。空気圧搬送用途では、搬送ラインのピックアップ速度は、排出された材料を蓄積することなくバルブから輸送するのに十分な速度でなければなりません。ロータリーバルブの送り速度と搬送システムの容量を適切に調整することで、バルブの埋没を引き起こす材料の蓄積や、非効率的な搬送を引き起こす不十分な材料の積載を防止します。システム制御は、ロータリーバルブを上流および下流の機器と連動させ、材料の流れの中断が発生した場合にバルブを停止して、機器の損傷や安全上の問題を防ぐ必要があります。
ロータリーバルブ 洗練された信頼性の高いマテリアルハンドリング装置は、無数の産業プロセスに不可欠なものとなっています。制御された材料の流れと圧力分離を生み出す回転ポケットに基づく基本的な動作原理から、特定の用途に最適化されたさまざまな設計タイプ、大型設備に必要な特殊なエンジニアリングに至るまで、これらの多用途コンポーネントにより、効率的なバルク材料の取り扱いが可能になります。ロータリーバルブ、特に大容量ユニットの機械原理、設計のバリエーション、アプリケーションの考慮事項を理解することで、エンジニアやオペレーターは、これらの重要なコンポーネントを選択、設置、保守して、マテリアルハンドリング業務における最適なパフォーマンス、寿命、投資収益率を実現できるようになります。


