


角ポートロータリーバルブとは何ですか?またその仕組みは何ですか?
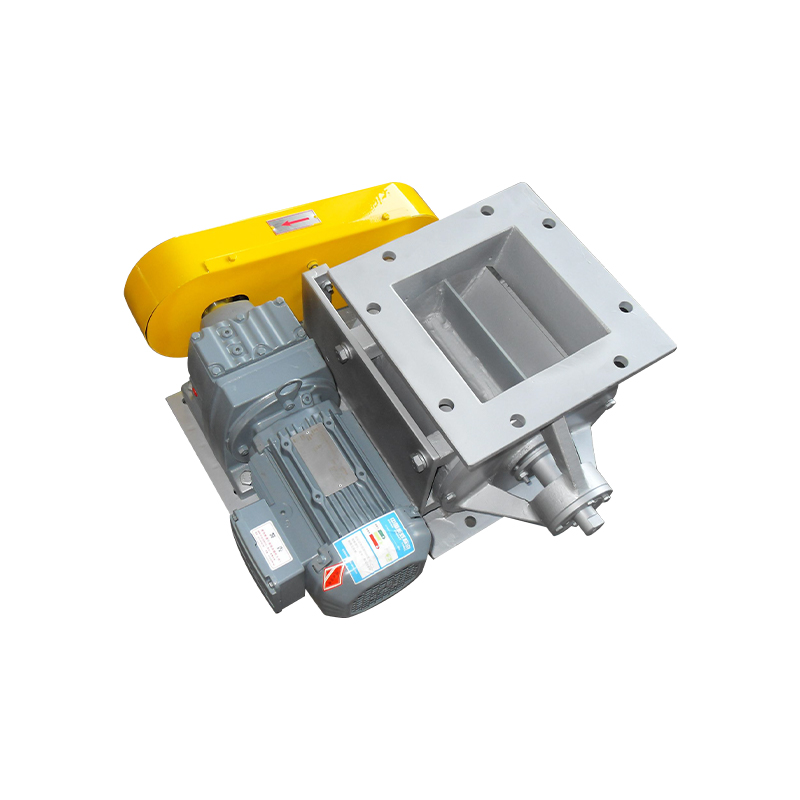
あ 角ポートロータリーバルブ 角型ポート エアロック、ロータリー フィーダー、ロータリー エアロック バルブとも呼ばれるこの装置は、異なる圧力のゾーン間でエアロック シールを維持しながら、乾燥した粒子状物質や粒状物質をあるプロセス ゾーンから別のプロセス ゾーンに計量、制御、移送するバルク固体処理装置です。主要な動作原理は単純です。複数のポケットまたはセルを備えたローターが、公差の狭い円筒形ハウジング内で回転します。材料は入口のオープンポケットに落ち、回転ローターによってバルブ本体を通って運ばれ、ハウジングの底部にある出口から排出されます。ローターチップとハウジングボアの間の狭い半径方向クリアランス (精密バルブでは通常 0.05 ~ 0.15 mm) が圧力差シールを提供し、ガスや空気がバルブをバイパスして上流または下流のプロセス条件を混乱させるのを防ぎます。
角型ポートのロータリーバルブと標準的な円形ポートの設計の違いは、入口開口部と出口開口部の形状です。ラウンドポートバルブでは、入口フランジと出口フランジに円形の開口部があります。角型ポートバルブでは、これらの開口部は長方形または正方形で、特定の業界で一般的な正方形または長方形のダクト、ホッパー、および搬送ラインの断面に一致します。四角いポートの形状は単なる表面上の違いではなく、ポケット充填効率、排出特性、特定のバルク材料タイプや上流の機器構成に対するバルブの適合性が根本的に変わります。角形ポートバルブは、同等の円形ポート構成よりもローター直径に対して有効開口面積が大きいため、スループットが向上し、不規則な形状や粘着性の材料によるブリッジや詰まりの傾向が軽減されます。
角ポートと丸ポートのロータリーバルブ: 主な違い
角形ポート設計と円形ポート設計の実際的な違いを理解することは、エンジニアや調達管理者が特定の用途に適したバルブ構成を選択するのに役立ちます。この比較はポートの形状を超えて、充填効率、材料劣化のリスク、漏れ性能、および洗浄要件にも触れます。
| 特徴 | 角ポートロータリーバルブ | 丸ポートロータリーバルブ |
| 開港エリア | ローター径に比べて大きい | ローター径に比べて小さい |
| ポケット充填効率 | より高い。素材がポケットにしっかり入ります | より低い;円形の開口部は充填領域を制限します |
| ブリッジ傾向 | より低い;開口部が広いとアーチの形成が減少します | 凝集性または粒子の大きな材料の場合はより高くなります |
| 粒子劣化のリスク | 入口コーナーでのせん断力の低減 | 中程度。丸いエッジは粒子のニップを引き起こす可能性があります |
| 角型ダクトとの互換性 | 直接ボルトオン接続。アダプターは必要ありません | あdapter transition piece required |
| あir leakage rate | 匹敵する;ローターのクリアランスによって異なります | 匹敵する;ローターのクリアランスによって異なります |
| 代表的な用途 | 集塵、空気搬送、食品加工 | 粒状の自由流動材料、プラスチック、穀物 |
ローターの設計オプションとそのパフォーマンスへの影響
ロータはロータリー バルブの最も重要なコンポーネントであり、その設計により、バルブがターゲットのバルク材料をどれだけ効果的に処理できるか、圧力差によりバルブから漏れる空気の量、およびバルブのメンテナンスと清掃がいかに容易であるかが決まります。角型ポートロータリーバルブにはいくつかのローター構成があり、それぞれが異なる材料特性や使用条件に合わせて最適化されています。
オープンエンドローター
オープンエンドローターは、標準的な用途で最も一般的な構成です。ローターは、ローター先端まで伸びる放射状の羽根を備えた中心シャフトで構成されています。羽根の間のポケットは両端で開いており、ハウジングのエンドプレートがポケットの側壁を形成しています。オープンエンドローターは掃除が簡単で、優れた材料排出を実現し、ほとんどの自由流動性と適度に粘着性のあるバルク材料に適しています。これらは、集塵システム、セメントおよびフライアッシュの処理、および一般的な粉体処理で使用される角型ポート バルブのデフォルトのローター タイプです。オープンエンドローターの主な制限は、ローターとハウジングのエンドプレートの間の端の隙間からの空気漏れです。差圧が高くなると、これらの端の隙間を通る空気の流れがバイパスされ、搬送効率が低下し、入口で材料の逆流が発生する可能性があります。
クローズドエンドローター
クローズドエンドローターには、ローターの両端にエンドプレートまたはシュラウドが組み込まれており、ポケットを囲い、オープンエンド設計と比較して端部の漏れを大幅に低減します。クローズドエンド構成は、圧力差が高くなったとき(通常、ヘビーデューティ設計では最大 1.0 bar (15 psi))、より緊密なエアロック性能を提供します。このため、濃厚相空気輸送システム、加圧反応器供給用途、およびプロセスゾーン間で信頼性の高い圧力シールを維持することがシステム性能にとって重要であるあらゆるサービスに推奨されます。その代償として、クローズドエンドローターは徹底的に掃除するのが難しく、密閉されたポケットの隅にたまりやすい粘着性や吸湿性のある素材にはあまり適していません。
ドロップスルー構成とブロースルー構成
ローターエンドの設計を超えて、スクエアポートロータリーバルブは、材料がバルブからどのように排出されるかを決定する 2 つの基本的なハウジング構成で構築されています。ドロップスルー構成 (より一般的な構成) では、材料は重力によって上部の入口から落下し、回転するローターによって運ばれ、重力によってハウジングの底部の出口から受け取りコンベア、ビン、または搬送ラインに排出されます。ブロースルー構成では、出口ポートはハウジングの側面の接線方向に配置され、排出位置に入るときに各ポケットから材料を掃き出す空気圧搬送空気流に直接接続されます。ブロースルーバルブは、受け取り側の搬送ラインが水平またはわずかに傾いており、重力排出だけでは回転して入口位置に戻る前に各ローターポケットを確実に空にできない場合に使用されます。
角ポートロータリーバルブを指定する業界と用途
角型ポートロータリーバルブは、プロセスステージ間でバルク固体を計量、移送、またはエアロックする必要がある幅広い業界で仕様化されています。正方形のポート形状は、次のアプリケーションのコンテキストに特によく適合します。
- 集塵およびバグフィルターシステム: 角ポートロータリーバルブの最も広く使用されている用途は、集塵機、バグハウスフィルター、サイクロンセパレーターの排出ホッパーです。これらのホッパーは正方形または長方形の断面を持ち、正方形ポートバルブは移行アダプターなしでホッパー出口フランジに直接ボルトで固定され、バルブ入口を通るホッパースロート領域全体を維持します。バルブは収集されたダストをホッパーから継続的に排出しますが、エアロック機能は、集塵機内の負圧が排出口から大気を引き込むことを防ぎます。これにより、収集効率が低下し、フィルター媒体上のダストケーキが妨げられます。
- 空気輸送システムの入口: 角型ポートロータリーバルブは、希薄相または濃厚相空気輸送システムの開始時の供給装置として機能し、バルク材料を貯蔵ホッパーまたはプロセス容器から制御された一定の速度で搬送空気流に計量供給します。四角いポート構成により、ローター入口での速度勾配が減少し、コーヒー豆、朝食用シリアル、医薬品顆粒、ドライフルーツなどの壊れやすい材料の粒子の破損が最小限に抑えられます。
- セメントと飛灰の取り扱い: 鋳鉄または硬化鋼構造の角型ポート バルブは、微細な研磨粉末を高スループットで連続的に処理するセメント工場の空気輸送、サイロの排出、および混合システムで広く使用されています。正方形構成の大きなポート開口部により、小さな円形開口部に溢れてバイパスする傾向がある、細かい空気を含んだセメントおよびフライアッシュ粉末の充填効率が向上します。
- 食品および飲料の加工: オープンエンドローターと衛生的な表面仕上げを備えたステンレス鋼角ポートロータリーバルブは、製粉、製糖、ココア処理、スパイスブレンド、および乾燥成分移送システムで使用されます。四角いポートの形状により、食品原料の取り扱いで遭遇する幅広い粒子サイズや嵩密度のスループットが最大化され、オープンエンドローターの設計により、食品の安全性や HACCP プロトコルの要求に応じた完全な洗浄と検査が可能になります。
- 医薬品粉末加工: 研磨された内面と FDA 準拠のエラストマー シールを備えた医薬品グレードのステンレス鋼製の高精度角ポート ロータリー バルブは、錠剤製造、カプセル充填、および粉末包装ラインのプロセス段階間で医薬品有効成分 (API)、賦形剤、および混合顆粒を移送するために使用されます。回転ポケット形状によって提供される一貫した体積計量により、これらの高価値アプリケーションにおける正確なバッチ重量制御がサポートされます。
- バイオマスおよび木質ペレットの取り扱い: 堅牢な炭素鋼またはステンレス構造の角ポートロータリーバルブは、木チップ、木質ペレット、農業残渣、その他のバイオ燃料材料を空気輸送ラインや燃焼供給システムに供給するために、バイオマス発電プラントで使用されます。大きなポート開口部は、これらの繊維状の低嵩密度材料の特徴である不規則な粒子形状と架橋傾向に対応します。
構造材料と表面仕上げの選択
角型ポートロータリーバルブのハウジングとローターの材質は、取り扱うバルク材の摩耗性、腐食性、温度、規制要件に適合する必要があります。不適切な材料の選択は、ロータリーバルブの設置においてバルブの早期摩耗と予期せぬメンテナンスコストの最も一般的な原因の 1 つです。
- 鋳鉄 (CI): セメント、フライアッシュ、石灰石、石炭粉塵などの非腐食性で適度に摩耗性の材料を扱う汎用産業用途向けの標準構造。鋳鉄は低コストで優れた耐摩耗性を提供します。グレード EN-GJL-250 または ASTM A48 クラス 40 が一般的なハウジング仕様です。鋳鉄は、腐食性の用途、食品と接触する用途、または医薬品の用途には適していません。
- 炭素鋼(CS): 鋳鉄では堅牢性が不十分と考えられる重工業用途や、鋳造が現実的ではない大型の組立バルブハウジングに使用されます。炭素鋼バルブは、内部を硬質クロムメッキまたはセラミックコーティングして、珪砂、鉱物濃縮物、焼成アルミナなどの摩耗性の高い材料に対する耐摩耗性を向上させることができます。
- ステンレス鋼 304 / 316L: 耐食性と洗浄性が要求される食品、飲料、製薬、化学用途の標準材質です。グレード 316L は、塩化物への曝露または強力な洗浄剤が関与する場合に指定されます。内面は通常、食品グレードの用途では Ra 0.8 μm 以上に仕上げられ、製薬サービスでは細菌の滞留部位を排除するために Ra 0.4 μm 以上 (電解研磨) に仕上げられます。
- 硬化ローターチップ: ハウジングの材質に関係なく、研磨サービスにおけるローターチップは、タングステンカーバイド、クロムカーバイド、またはステライト肉盛溶接で表面硬化されるか、交換可能な硬化チップインサートが取り付けられることがよくあります。ローターチップは研磨作業で最初に摩耗する部品であり、ローター全体を廃棄せずに交換できる犠牲硬化チップにより、メンテナンス間隔が大幅に延長され、ライフサイクルコストが削減されます。
角ポートロータリーバルブのサイジングとスループットの計算
特定の用途に合わせて角型ポート ロータリー バルブのサイズを正しく設定するには、必要な容積スループットを計算し、推奨動作範囲内でこのスループットを実現するローター サイズ、ポケット容積、回転速度の組み合わせを選択する必要があります。非常に低い RPM で動作する特大のバルブでは、ポケットの充填が一貫せず、計量も不安定になります。最高速度で動作する過小なバルブは急速に摩耗し、不十分なスループットを提供します。
基本的なサイズ関係は次のとおりです。必要な体積流量 (m3/hr) = ローターのポケット容積 (リットル) × ポケットの数 × 回転速度 (RPM) × 60 × 充填効率係数。充填効率係数は、材料の流動特性による不完全なポケット充填を考慮します。自由流動材料の場合、通常は 0.75 ~ 0.85 です。粘着性または通気性の材料の場合、値は 0.50 ~ 0.65 程度になる可能性があり、同じ質量処理量を達成するには、より大きなバルブまたはより高い RPM が必要になります。ほとんどのロータリーバルブメーカーは、この計算を支援するサイジングソフトウェアとアプリケーションエンジニアリングサポートを提供しており、かさ密度、粒度分布、流動性の特性評価、および必要なスループットデータを問い合わせ段階でメーカーに提供することで、購入前に正確なバルブを選択できます。
角ポートロータリーバルブの耐用年数を延ばすメンテナンス方法
あ square port rotary valve operating in continuous industrial service accumulates wear at predictable locations — rotor tips, housing bore, end plates, shaft seals, and drive bearings. Establishing a structured preventive maintenance program based on the valve's operating conditions is the most cost-effective way to maximize service life and avoid unplanned downtime.
- ローター先端クリアランスを監視および記録します。 ローターとハウジングのラジアル隙間は、検査ポートから隙間ゲージを使用するか、エンド プレートを取り外して、定期的に検査する必要があります。摩耗によりクリアランスが増加すると、エア漏れが増加し、計量精度が低下します。各検査での測定値を記録して摩耗率の傾向を把握し、使用中に故障が発生する前にいつ修理または交換が必要になるかを予測します。
- シャフト シールを予定どおりに検査して交換します。 シャフトシールが破損すると、細かい物質がシャフトに沿ってベアリングに向かって移動し、ベアリングの摩耗が加速し、ベアリングの焼き付きを引き起こす可能性があります。パックドグランドシャフトシールは締め直し、最終的には定期的に再梱包する必要があります。リップシールとメカニカルフェイスシールの設計は、目に見える漏れが起こる前にシールの劣化が起こることが多いため、見かけの状態に関係なく、メーカーが推奨する間隔で交換する必要があります。
- メーカーの仕様に従ってベアリングに注油します。 ロータリー バルブ ベアリングの用途では、グリスを過剰に塗布すると、グリスが不足するのと同じくらい有害です。過剰なグリスはかき混ぜ、過熱し、ベアリング レースの表面を保護する潤滑膜を劣化させます。メーカー指定の給脂間隔と給油量を正確に守り、アクセスしにくい場所にあるバルブには自動給油システムを検討してください。
- 食品グレードおよび医薬品バルブを必要な間隔で洗浄します。 食品および医薬品サービスにおけるステンレス製の角型ポートバルブは、工場の衛生手順および HACCP 計画で指定された間隔で分解、洗浄、検査する必要があります。工具を使わずにローターを取り外せるクイックリリースエンドプレート設計により、定置洗浄(CIP)時間が大幅に短縮され、オペレーターが延期したくなるような洗浄スケジュールの順守が促進されます。
あ well-specified and properly maintained square port rotary valve is a highly reliable component with a service life measured in years to decades in appropriate service conditions. The investment in correct initial specification — matching rotor design, material of construction, and sizing to the actual application requirements — invariably delivers lower total cost of ownership than selecting a generic or undersized valve based on purchase price alone, then absorbing the downstream costs of premature wear, process disruption, and unplanned maintenance.


